Why choose induction heating instead of convection, radiation, open flame or other heating methods? Below is a short summary of the main advantages.
Advantages of Induction Heating
Optimize consistency
Induction heating eliminates inconsistencies and quality issues associated with open flames, torch heating, and other methods. Once the system is properly calibrated and set up, there are no guesses or changes; the heating pattern is repeatable and consistent.
Maximize productivity
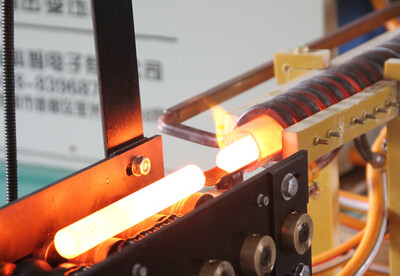
Because induction works so fast, it can maximize productivity; heat is generated directly and instantaneously inside the part (>2000ºF, <1 second). Start-up is almost instant; no warm-up or cooling cycle is required.
Improve product quality
Through induction, the heated part will never be in direct contact with the flame or other heating elements; the inside of the part generates heat through alternating current.
Extend fixture life
Induction heating can quickly transfer heat from a specific location to a small area of the part without heating any surrounding parts. This prolongs the life of fixtures and mechanical equipment.
Environmental protection
Induction heating system does not burn traditional fossil fuels; induction is a clean, pollution-free process that helps protect the environment.
Reduce energy consumption
This unique energy-saving process can convert up to 90% of energy consumption into useful heat; induction furnace is usually only 45% energy efficient. The repeatability and consistency of the induction process make it highly compatible with energy-saving automation systems.
Methods of Induction Heating
Induction heating roughly has two ways to generate energy:
The first way is called eddy current heating, which is caused by the I²R loss by the resistivity of the workpiece material, this is the main energy source. The second way is called hysteresis heating, In the heating process of the excitation material (such as steel or ferrite material below the Curie point), the alternating magnetic field generated by the induction coil generates energy on the workpiece, but this part of the heat not significant for most of the heating process.
When the magnetic permeability of the material decreases to 1, along with the hysteresis heating decreases,When the temperature of the workpiece reaches the Curie point, the hysteresis heating will disappear. Eddy current heating constitutes the remaining induction heating effect.
When the direction of the current (AC) changes, the generated magnetic field will fail, because the direction of the current is opposite, and the opposite direction will be generated. When the second wire is in an alternating magnetic field, the second wire generates alternating current.
The current transmitted through the second wire and the current transmitted through the first wire are proportional to each other, and also proportional to the reciprocal of the square of the distance between them.
When the wire in this model is replaced with a coil, the alternating current on the coil will generate an electromagnetic field. When the workpiece to be heated is in the field, the workpiece matches the second wire and generates an alternating current workpiece in it. I²R loss in the resistivity of the workpiece material will cause heat to be generated in the workpiece with the resistivity of the workpiece material. This is called eddy current heating.
Factors to consider when Induction Heating
The efficiency of an induction heating system depends on several factors: the characteristics of the part itself, the design of the induction machine, the capacity of the power supply, and the amount of required temperature change.
Characteristics of Induction Machine Parts
Metal or plastic
First of all, induction heating can only directly use conductive materials, usually metals and graphite material. Plastics and other non-conductive materials can often be heated indirectly by first heating a conductive metal susceptor that transfers heat to the non-conductive material.
Magnetic or non-magnetic
It is easier to heat magnetic materials. In addition to the heat generated by eddy currents, magnetic materials also generate heat through the so-called hysteresis effect. At temperatures above the "Curie" point (the temperature at which magnetic materials lose their magnetism), this effect no longer occurs. Before reach the Curie point, the magnetic material can more effectively gather the magnetic lines of force, thereby generating greater eddy current.The relative resistance of magnetic materials has a “permeability” rating of 100 to 500; the permeability of non-magnetic materials is 1, while the permeability of magnetic materials can be as high as 500.
Thick or thin
When using conductive materials, Under the influence of the skin effect,approximately 85% of the heating effect occurs on the surface or "skin" of the part; the heating intensity decreases as the distance from the surface increases. Therefore, small or thin parts usually heat up faster than large thick parts, especially if larger parts need to be heated all the time.
Resistivity
If two pieces of steel and copper of the same size are heated with exactly the same induction process, the results will be very different. why? Steel, along with carbon, tin, and tungsten, has high resistivity. Because these metals have strong resistance to electric current, heat accumulates quickly. Low-resistance metals such as copper, brass, and aluminum take longer to heat up. Resistivity increases with increasing temperature, so very hot steel sheets are more susceptible to induction heating than cold steel sheets.
They always follow rule that: when the resistivity is high, and under the same current conditions, the heat generated by the material is greater at the calculation based on I²R.
Induction Heating Machine Design
The changing magnetic field required for induction heating is generated by the alternating current in the inductor. Therefore, the inductor design is one of the most important aspects of the entire system. A well-designed inductor can provide a suitable heating mode for your parts and maximize the efficiency of the induction heating power supply, while still allowing easy insertion and removal of parts.
Power Capacity
It is easy to calculate the size of the induction power supply required to heat a specific component. First, it must be determined how much energy needs to be transferred to the workpiece. This depends on the quality of the material being heated, the specific heat of the material, and the required temperature rise. The heat loss by conduction, convection and radiation should also be considered.
The Degree of Temperature Change Required
Finally, the efficiency of induction heating for a particular application depends on the amount of temperature change required, which can adapt to a wide range of temperature changes; based on experience, greater induction heating power is used to increase the degree of temperature changes.
 en
en  cn
cn  jp
jp  ko
ko  de
de  es
es  it
it  ru
ru  pt
pt  th
th  vi
vi  pl
pl 

































 Call us on:
Call us on:  Email Us:
Email Us:  NO. 688th South Baoguang Road, Xindu District, Chengdu City, Sichuan Province, China
NO. 688th South Baoguang Road, Xindu District, Chengdu City, Sichuan Province, China